|
Detail produk:
|
|
| Tempat asal: | Cina |
|---|---|
| Nama merek: | DZ |
| Sertifikasi: | CE ISO |
|
Syarat-syarat pembayaran & pengiriman:
|
|
| Kuantitas min Order: | 1 set |
| Kemasan rincian: | kemasan kasus kayu |
| Waktu pengiriman: | 20 hari |
| Syarat-syarat pembayaran: | L / C, T / T, Western Union |
| Menyediakan kemampuan: | 20 set / per bulan |
|
Informasi Detail |
|||
| Tegangan: | 380V / 50Hz | Kondisi: | 100% baru |
|---|---|---|---|
| Layanan purna jual disediakan: | Insinyur tersedia untuk melayani mesin di luar negeri, dukungan teknis Video, dukungan Online, pemel | Menggunakan: | Grinding dan polishing |
| Tipe: | Mesin Polishing Logam, Angle Polisher | Aplikasi: | Kuningan, baja, stainless steel, bagian aluminium |
| Jaminan: | 1 tahun | Nama: | Mesin Polesan Logam Sepenuhnya Otomatis |
| Cahaya Tinggi: | 380V Mesin Buffing Otomatis,Mesin Buffing Kuningan Faucet Otomatis,mesin poles otomatis ce |
||
Deskripsi Produk
Dari Batangan Kuningan Menjadi Mesin Pengecoran Keran Pengupas Dan Pengecoran Pengupasan
Dari batang kuningan menjadi faucet
Produksi keran sebagian dilakukan secara otomatis, sementara sebagian besar tahapan kerja masih dilakukan dengan tangan.Secara singkat, tahapan kerja adalah pembangunan inti, pengecoran, penggergajian, pemesinan, penggilingan, pemolesan, pelapisan krom, perakitan dan pengujian.Namun, banyak pekerjaan yang telah dilakukan sebelum ini: produk baru telah dirancang dan produksinya telah disimulasikan pada komputer, setelah itu pengecoran diuji dan disesuaikan hingga sempurna.Membuat semua alat, cetakan cangkang, dan kotak inti yang dibutuhkan selama pengecoran.
![]()
Pengecoran dimulai dari batang kuningan dan inti
Bahan terpenting dalam produksi keran adalah kuningan, dari mana badan keran dibuat dengan cara pengecoran.Inti adalah bagian sentral dari proses produksi, karena membentuk saluran air di badan keran selama pengecoran.Inti padat terbuat dari pasir halus dan zat pengerasan dengan pemanasan dalam kotak inti.
Inti terbuat dari pasir halus dan membentuk saluran air untuk badan keran selama pengecoran.
![]()
![]()
Selama pengecoran, cetakan cangkang dicelupkan ke dalam larutan air dan grafit.Kastor (orang yang bertanggung jawab untuk pengecoran) menempatkan inti di dalam cetakan dan menghilangkan pasir yang lepas dari cetakan cangkang menggunakan udara terkompresi.
Inti ditempatkan di dalam cetakan.
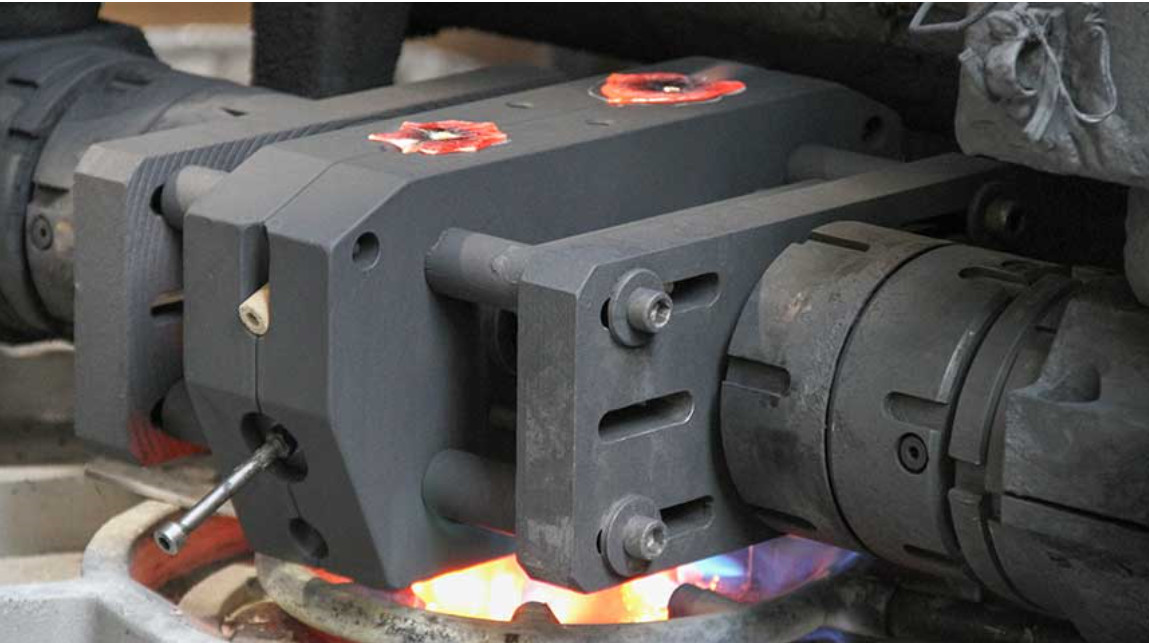
Cetakan disegel dan ditempatkan di ruang pengecoran panas yang menyala-nyala dari tungku pengecoran.Tiga ton kuningan cair mengalir dari tungku pengecoran ke dalam cetakan kerang.Inti mempertahankan saluran air terbuka di dalam cetakan, tempat komponen teknis dipasang dan di mana air mengalir melalui keran.
Kuningan cair mengalir ke dalam cetakan cangkang
Setelah pendinginan singkat, kastor menggunakan penjepit untuk menggerakkan gips menjadi dingin.Selanjutnya, inti dikeluarkan dari dalam badan keran dengan memutarnya di penggilingan yang dilengkapi dengan bola logam.
![]()
Badan keran berpendingin yang dikirim dari pengecoran dipisahkan satu sama lain dengan menggergaji, dan setiap bagian yang diperlukan selama pengecoran tetapi tidak termasuk dalam kran lengkap dihilangkan.
Badan keran kuningan siap untuk diproses lebih lanjut
Badan keran kemudian ditempatkan pada sabuk konveyor, yang memindahkannya melalui proses pemesinan, penggilingan, dan pemolesan otomatis.Permukaan kasar yang awalnya diproduksi dibuat halus selama proses penggilingan yang rumit.Permukaan logam tanah dipoles dengan sempurna.Terakhir, karyawan memeriksa tingkat kualitas secara visual dan dengan tangan.Sejumlah kecil produk khusus dapat digiling dan dipoles secara manual.Perbaikan kecil juga dapat dilakukan dengan tangan.
Sejumlah kecil produk khusus dan perbaikan masih dilakukan dengan tangan untuk memastikan hasil yang sempurna.
![]()
![]()
Masukkan Pesan Anda
| Xiamen DingZhu Intelligent Equipment Co.,Ltd |
| No.36 Qingxi Road, Kota Guankou, Distrik Jimei Kota Xiamen, Provinsi Fujian, Cina |
| 86-592-6262884 |
| dzivydeng@163.com |